

九江石化智能制造实践
-
2022-05-08
来源:中国工业和信息化
中国石油化工股份有限公司九江分公司(简称九江石化)于1980年10月建成投产,是我国中部地区和长江流域的重点炼化企业,隶属于中国石化。近年来,从理念到实践、从实践到示范、从示范到标杆,九江石化探索出了一条适合石化流程型行业面向数字化、网络化、智能化制造的路径,实现了高质量发展。
采用智能制造的必要性
石化生产非常复杂,传统的生产过程面临诸多难点和和挑战。一是石化涉及物料物性复杂,从原料、中间体、半成品到产品,以及各种溶剂、添加剂、催化剂、试剂等,多以气体和液体状态存在,而绝大多数的上述物料属于易燃、易爆、易挥发、毒性物质。二是生产工艺的复杂性。石化行业的生产工艺运行条件较为苛刻,例如:石脑油制乙烯温度高达1100℃、深冷分离低至-100℃以下;高压聚乙烯聚合压力达到350MPa;在减压蒸馏、催化裂化、延迟焦化等很多加工过程中,物料温度若超过其自燃点,一旦操作失误或设备故障、失修,极易发生火灾爆炸事故。三是生产装备的复杂性。石化行业涉及炼油塔、罐区、换热设备、机泵、管线等众多类型的设备设施,且设备运行环境多为高温高压高腐蚀环境。生产过程中可能使用或产生强腐蚀性的酸、碱类物质(如硫酸、盐酸等),易对设备造成腐蚀。因此,在设备维修时需重点观测,对设备的抗腐蚀性、可靠性有严格要求。四是环保及职业卫生的刚性约束。国家对安全生产、环境保护的要求日渐严格。生产操作环境和施工作业场所若存在工业噪声、高温、粉尘、射线等有害因素,极易造成人员急性中毒或受伤,人员长时间暴露在上述场所下,即便接触有害因素的剂量很低也可能导致慢性职业病的发生。
面对竞争激烈的外部环境和安全环保效益的双重压力,如何克服上述难点与挑战,实现企业高质量发展是摆在九江石化面前亟待解决的重大课题。根据中国石化战略部署,九江石化放眼未来提出了“建设千万吨级绿色智能一流炼化企业”的愿景目标,倾力培育“绿色低碳”“智能工厂”两大核心竞争优势。
智能制造实施路径
九江石化智能工厂建设经过2011年方案规划、2012年可行性研究、2013年总体设计、2014年全面建设、2015年建成1.0版几个阶段,之后持续推进智能工厂升级。
九江石化智能工厂建设策略大体可以概括为:一是顶层设计、整体规划。围绕九江石化核心业务顶层设计智能工厂,结合油品质量升级改造等重大工程同步推进智能工厂建设。二是业务驱动、分工合作。按照“主管领导分管、业务部门牵头、相关部门配合、信息部门综合管理”的分工原则,发挥各业务部门主体责任,努力把智能工厂建设打造成为实效工程、示范工程。三是有限目标、持续进步。在方案形成、可研论证、实施建设中,一方面不断总结,提炼、固化已取得的成果,另一方面不断丰富视野、拓展思路、把握前沿,实现有限目标、持续进步。四是后发先至、勇创一流。按照智能工厂建设“三步走”路线图,扎实推进项目建设,力求在较短时间内缩小与先进企业的差距,在一些应用领域达到领先水平。
在智能工厂建设中,数字化是根本,标准化是基础,集中集成是重点,效益是目标。九江石化智能工厂建设内容包括:运用物联网、云计算、移动宽带网络、三维数字化、大数据、移动平台等先进信息化技术,围绕“建设千万吨级绿色智能一流炼化企业”的远景目标,在已建成的经营管理、生产运行、信息基础设施与运维“三大平台”基础上,在经营管理、生产运行、安全环保、设备管理、IT基础设施等业务领域开展智能工厂建设,完善和提升以ERP为核心的经营管理平台、以MES为核心的生产运行平台、以新一代信息通信技术为重点的信息基础设施与运维平台,新建集中集成平台、应急指挥平台、数字化炼厂平台。主要内容包括以下12个方面。

搭建智能工厂总体框架。在石化企业典型信息化三层平台架构之上,构建了集中集成、数字炼厂和应急指挥等公共服务平台,系统集成及应用进一步完善,实现了“装置数字化、网络高速化、数据标准化、应用集成化、感知实时化”,形成了石化流程型企业面向数字化、网络化、智能化制造的基本框架1.0。
重塑生产运营指挥中枢。2014年7月,体现九江石化智能工厂核心理念的生产管控中心建成投用,实现了“经营优化、生产指挥、工艺操作、运行管理、专业支持、应急保障”六位一体的功能定位,生产运行由单装置操作、管控分离向系统化操作、管控一体转变,有效地支撑生产运行管理变革式提升。同时,水务分控中心、油品分控中心、动力分控中心、电力分控中心建成投用,形成“1+4”生产运营集中管控模式。
实现业务数据集中集成。为解决普遍存在的信息孤岛、业务孤岛等问题,九江石化在国内率先建成生产运营企业级中央数据库(ODS)和企业服务总线(ESB),完成生产物料等40个模块和36类主数据的标准化,同时集成MES、LIMS、ERP等25个生产核心系统,为调度指挥、大数据分析、数字化炼厂平台等21个系统提供数据支撑,共享近100类业务数据,总量达1684万条,突破了此前普遍采用的“插管式”集成模式的限制。
提升流程管控智能优化。炼油全流程优化闭环管理,提升生产计划、流程模拟、生产调度与执行一体化联动优化功效,助推企业经济效益逐年稳步提升。原料油快评分析系统建模461个,涵盖14套装置40余种物料,是国内率先完整建立从原油到各装置物料物性分析模型的企业;虚拟制造系统建立21套装置机理模型,实现“实时仿真”“性能评估”“操作优化”“计划优化”功能;19套主装置APC全覆盖,提高装置运行平稳率,主要工艺参数标准偏差平均可降低45%以上;基于稳态机理模型,在常减压装置投用国内首套炼油装置RTO,实现装置效益最大化,每小时增效2474元。
构建数字炼厂创新应用。通过正(逆)向建模,建成与物理空间完全一致的虚拟数字化炼厂,建有80余套单元模型,集成了4000余个工艺实时数据、1100余个采样点质量分析数据、600余个腐蚀监测点数据、1000余台主要设备实时数据、600余个机组及油泵监测点数据、1900余个可燃气体检测仪数据、600个视频监控画面,可视化呈现装置人员定位、厂区综合安防、施工作业备案等虚拟场景,实现了企业级全场景覆盖、海量数据实时动态交互。
实现HSE管控实时可视。健全风险作业监管体系,通过施工作业线上提前备案、监控信息公开展示,实现“源头把关、过程控制、各方监督、闭环管理”,访问量累计达151万人次,录入备案信息22.6万余条。建立“集中接警、同时响应、专业处置、部门联动、快速反应、信息共享”的调度指挥模式,1900余个各类可燃/有毒有害气体检测、600余个视频监控集成联动,提高事故响应速度。建立敏捷环境监管体系,集成各类环境监测数据,实现环保管理可视化、一体化,异常情况及时处置、闭环管理。外排污染物实时监测数据在5个公共场所对外公开展示,主动接受社会监督。4G移动终端全天候监测装置四周及厂界空气VOCs及异味,形成数据轨迹图。
精益设备管理预知预防。初步构建设备预知维修管理体系,设备运行状态监测系统涵盖17套大机组、115台机泵,设置54个腐蚀探针、618个在线腐蚀测厚设施。实现全厂55个仪表机柜间温湿度、89套工控系统重要机柜温度、12692个DCS和961个SIS故障点的信息采集,并与DCS集中实时监控。电调自动化系统实现对全厂电气设备关键参数实时监控,35kV以上一次系统设备实现安全远程操作,劳动功效提升27.5%。
快捷质量管控联动实效。建设并提升LIMS/LES功能,实现实验数据录入与分析过程无纸化移动,816个分析方法、结果计算与验证操作的程序化,分析检验、物料评价、仪器数据编码的标准化,确保过程数据完整可靠、质量管理与LIMS指标联动。在线分析仪表运行监控与管理系统实现439套在线分析仪运行全过程实时监控管理,支撑由分散管理向集中管控和专业化管理转变。
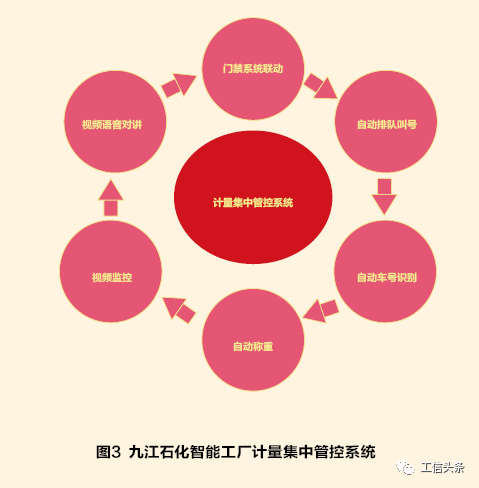
精准计量管理集成应用。以物料进出厂计量点无人值守、计量全过程监控为目标,构建“公路、铁路、管输”三位一体的计量集中管控模式,实现物料进出厂计量作业自动化、计量过程可视化、计量数据集成化、计量管理标准化,作业时间缩短1/3,劳动用工减少近40%,风险防控能力明显增强。
推广生产运行及智能巡检。建设并推广4G智能巡检,实现12个生产运行单位全覆盖,配置巡检路线160条、巡检点1060个、巡检项目8136个。温振一体试点实现机泵测温测振数据自动录入,音视频升级试点实现跨业务、多场景信息交互,GPS平面定位实现实时位置及历史轨迹查询,与数字化平台、宇视平台进行集成展示。
实现精细物资管理和智能仓储。建设并整合物资采购桌面快捷办公系统和智能物资管理系统,将企业物资管理向供应商延伸,配置手持Pad 18个、手持打印机10个、货架标签8000个、地堆标签60个,实现对物资需求计划动态掌控及物资库存实物出入库、转储的全面管理和业务优化,与ERP、门禁、立体货架WMS等系统集成,实现信息快速、自动传输,达到缩短供应周期、提高保供的目标,并基于MES建立仓储模型,实现库存优化。
提升安全防护水平。针对生产区域主要安全因素和关键业务环节,实现人流、物流、车流的“三流”综合有效管控。人脸识别技术促进考勤管理精细化,与车辆排队功能联动消除人为干扰、提升提货速度,线上备案制实时有效掌控生产区人、车、物的出入情况,平面可视化工具实现生产区域人员分布实时监管,为防范和处置安全风险提供有力保障。
实施成效
九江石化智能工厂建设始终围绕核心业务管理、绩效提升,以需求为导向、以价值为引领、以创新为驱动、以效益为目标,大力推进国产化,在经济新常态下,为“两化”深度融合、促进企业提质增效探索出新道路。
发展质量稳步提升
经过一系列智能化布局,数字化转型、智能化发展助推九江石化结构调整和两化深度融合,设备自动化控制率达95%,生产数据自动采集率在95%以上,运行成本减低22.5%,能耗降低2%,软硬件国产化率达到95%,有效提高企业核心竞争力。“十三五”期间,企业经营业绩持续提升,累计盈利57亿元。
优化运营挖潜增效
基于分子炼油和全价值链的理念,围绕从原油到操作参数的炼油全流程优化一体化智能协同优化目标,九江石化以提升价值增量为重点,持续开展资源配置优化、加工路线比选、装置操作优化,致力实现企业整体效益最大化。“十三五”期间,滚动测算案例1800余个,增效约8亿元。“炼油全流程一体化智能协同优化”入选中国石油和化工联合会“首批石油和化工行业智能制造先进应用案例”。
绿色制造指标领先
九江石化积极落实国家长江经济带“共抓大保护”的部署,通过智能工厂建设,实时采集污染源、环境质量等信息,构建全方位、多层次、全覆盖的环境监测网络,实现污染物产生、处理、排放等全过程闭环管理,分别通过九江市、江西省和中国石化清洁生产审核,助力绿色企业创建,实现绿色制造。2020年,九江石化外排废水达标率100%,有控废气达标率100%,危险废物妥善处理率100%。其中,外排达标污水COD控制在40mg/l以下,主要污染物排放指标达到业内领先水平。九江石化入选工业和信息化部第一批绿色工厂示范企业、江西省第一批绿色工厂、中国石化绿色企业,获评“石油和化工行业绿色工厂”。
过程管理精准可控
九江石化着力数据、应用集成,以智能工厂自动化、可视化、模型化、实时化、集成化手段为过程管控提供强有力支撑,助推扁平化、矩阵式管理及业务流程进一步优化,促进经营管理工作共享协同、规范便捷、精准可控。在生产能力、加工装置不断增加的情况下,2020年与2011年年初相比,九江石化员工总数减少22%、班组数量减少13%、外操室数量减少35%。九江石化获评中国化工报社“中国石油和化学工业改革开放40周年‘勇立潮头榜样’奖”,“以打造一流炼化企业核心竞争优势为目标的智能工厂建设”分获中国石化、江西省管理现代创新成果一等奖。
智能制造亮点
流程制造业的智能制造是一场革命性创举,也是一项复杂的系统工程。“十二五”以来,九江石化以“原创、高端、引领”为方向,将新一代信息技术与石化生产本质环节紧密结合,塑造了“以卓越基因传承固化为引领,以数字化、网络化、智能化为支撑,以一体化、科学化、精细化为主要特征”的特色管理模式,以“智能工厂”为核心,深度实践智能制造,探索出了一条适合石化流程型行业的智能制造之路。
在这个过程中,九江石化生产运营集中管控提升了企业管理软实力。九江石化以业务为对象,以“敏捷协同、卓越运营、管理增值”为目标,从活力之源、立身之本、运行之道三个维度,将数字化、网络化、智能化制造作为企业各管理要素有机融合的重要手段和协同交互的重要支撑,实施以生产管控中心为代表的业务集中重组与优化,畅通数据共享,从分散管理向集中管控转变,促进管理和业务变革,全方位支撑生产运营管控,从而提升了企业管理的软实力。
以生产智能协同优化提升业务绩效硬实力。九江石化以ODS(中央数据库)为支撑,集成MES、ERP、LIMS等重要数据,建立基于核磁技术的原料油快评系统,开发主装置机理国产模型,推广APC(程序控制)应用,试点RTO(实时优化),实现炼油全流程优化一体化联动优化功效,生产运营由传统经验模式转变为协同优化模式,助推企业经济效益稳步提升,提升了企业绩效的硬实力。
此外,九江石化还通过过程管理加强监管提升安全环保可控力,构建虚实映射场景提升实时数据交互力,构建稳定可靠的基础设施,提升现场全面感知力。
通过智能工厂建设,九江石化实现了高质量发展,推动了石化流程型行业智能制造的进程。
立足制造本质打造智能工厂
打造流程型企业智能工厂,要站在全局、整体层面进行研究,把握流程型生产系统全过程智能化改造的需求和规律。
《“十四五”智能制造发展规划》提出“要立足制造本质,紧扣智能特征,以工艺、装备为核心,以数据为基础,依托制造单元、车间、工厂、供应链等载体,构建虚实融合、知识驱动、动态优化、安全高效、绿色低碳的智能制造系统,推动制造业实现数字化转型、网络化协同、智能化变革。”九江石化的智能制造探索较好地实践了上述指导思想。
九江石化智能制造以智能工厂为核心,将新一代信息技术与石化生产过程的资源、工艺、设备和环境,以及人的制造活动进行深度融合,提升全面感知、预测预警、协同优化、科学决策四项关键能力,形成以数字化为根本、以标准化为基础、以数据和模型为核心要素、以集中集成为重点、以效益为目标的流程型制造模式。
九江石化的流程型智能制造通过构建智能化联动系统,实现管理、生产、操作系统的联动;建立炼化环节生产管控中心,实现连续性生产智能化;搭建内外协同联动系统,实现数据连续性精准传输;应用智能仓储系统,实现大宗物料、产品发货无人化;构建协同一体化管控模式,实现各流程环节高效管理。具体来说,即建立数据采集和监控系统,对物流、资产等全流程监控与高度集成,建立数据采集和监控系统;构建数字化模型,对工厂总体设计、工艺流程及布局建立数字化模型;建立先进控制系统,关键生产环节实现控制和在线优化;建立制造执行系统,实现生产模型决策、过程量化管理、成本和质量动态跟踪,以及从原材料到成品的一体化协同优化;严格的自动检测监控,对于存在较高安全风险和有毒有害的物质排放进行严格自动检测监控;建立互联互通网络架构,实现各生产环节之间,以及数据采集和监控系统、制造执行系统和企业资源计划系统的高效协同;建立工业信息安全防护体系,具备网络防护、应急响应等工控安全保障能力,为防范和处置安全风险提供有力保障。
九江石化的案例为流程型制造企业智能制造建设提供了借鉴:
顶层设计是核心。智能制造需要全局布局,加强全产业链协同。流程型企业打造智能工厂,要站在全局、整体层面进行研究,把握流程型生产系统全过程智能化改造的需求和规律。
数据集成是关键。积极建设数据处理中心,实现信息集成。企业要建立数据中心,以及服务于数据中心的信息化基础设施,要有前瞻性思维,在进行基础设备、生产建设的规划时就应该考虑到生产过程中数据的采集和应用。
智能装备是支撑。采用智能化技术和设备,夯实改造基础。流程型制造企业应主动应用和完善智能化设备,并且升级现有设备、通信网络和数据中心,满足智能化需求。
流程优化是手段。要实现生产流程的智能化,变革生产理念。建立基于流程生产设备、信息技术的规范管理系统和与智能工厂相匹配的企业理念与文化,助力生产经营方式和组织变革,使智能工厂的生产模式、管理模式和企业文化互相协同。
- 九江石化
- 智能工厂
- 企业
- 数字化
- 案例
- 制造
- 化工
- CIO
- 生产制造
- 中石化
下一篇
推荐
 33595
33595 19097
19097 18015
18015 23238
23238 20082
20082 17539
17539
相关文章
下一篇




我要评论