

“WIC奖”展播二:基于工业互联网标识解析的全生命周期高端智能厂内物流系统
-
2022-09-28
来源:世界智能大会
为进一步加快推动人工智能和制造业的融合发展,在第六届世界智能大会筹备期间,世界智能大会组委会首次与中国新一代人工智能发展战略研究院、天津市智能科技产业专家咨询委员会合作开展“WIC智能科技创新应用优秀案例”评选活动。
本届评选面向“智能制造”方向,围绕关键技术及核心基础部件、智能化装备和制造过程智能化技术与系统(数字化工厂车间)三大领域,面向全国征集到186个案例,覆盖全国21个省(直辖市),分布在27个行业。评选活动遵循公平、公正、客观、权威的原则,由30位智能科技领域中外知名专家组成评审委员会,从创新性和独特性、应用价值与实效性、实施难度与复杂性、市场影响与推广性等维度对申报案例进行评审,最终评选出10个优秀案例。我们将在未来一段时间通过官网、官微等平台陆续展播优秀案例,推动创新应用案例的推广和普及,进一步带动人工智能和实体经济的深度融合。
本期案例概述
本期为大家带来十大优秀案例之一、制造过程智能化技术与系统(数字化工厂/车间)领域入选案例——基于工业互联网标识解析的全生命周期高端智能厂内物流系统,核心技术关键词为数字化、智能化,全生命周期管理以及工业互联网二级节点标识解析。
贵阳万江是一家具有60多年历史的生产航空机载产品和汽车零部件的军、民用企业。由于原材料和产品品类繁多,在材料的拣选、分类、搬运耗费了大量的人力物力。
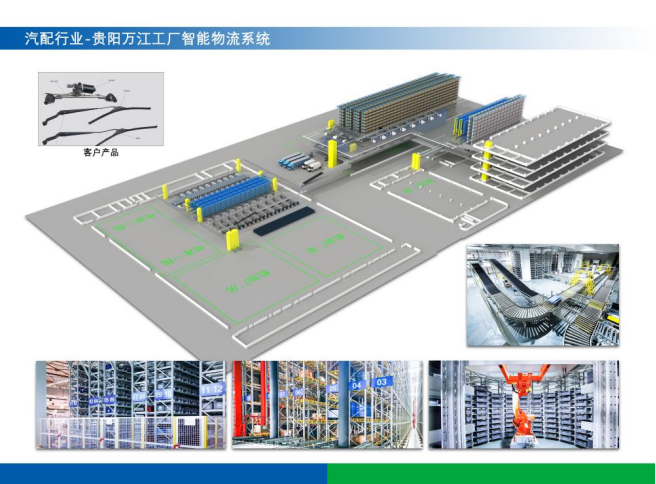
图:贵阳万江工厂智能物流系统昆山同日为其设计、实施了包括新厂建设和旧厂改造在内的智能仓储物流系统,该系统基于物联网和工业大数据技术,通过建设入库输送线、智能货柜、智能货架、分拣输送线、跨楼层货梯、自动导引车(AGV)、智能料塔、TRX软件平台,工业互联网标识解析体系,逐步实现厂房与厂房之间、厂房内区域之间、区域内设备之间三个层级的柔性联动;确保在合适的时间,通过合适的装备,将合适的物料送到合适的位置,达到信息流、生产流和物料流的深度融合,达到智能“感知”、精准“互联”和高效“执行”,最终实现技术创新驱动管理创新。

图:贵阳万江工业互联网远程监控平台
系统适应性强,特别适合服务器电脑主机、卫浴洁具、汽车零部件、线束等行业的生产制造过程跟踪、物料容器精细化管理,是实实在在的智能制造落地开花的应用系统。
本期案例详解
一、拨开企业发展迷雾,提出智能制造目标
在国家推动“互联网、大数据、人工智能和实体经济深度融合,加快科技创新,建设网络强国、数字中国、智慧社会”的大政方针下,迈入新时代,发展数字经济,助推实体经济与传统产业数字化转型成为新的历史使命与时代机遇。万江机电由于原器件品类繁多,库内货品存在分类繁多、人工拣选效率低,储存、搬运手续繁杂等特点,仓库工人的大部分工作时间都耗费在找货、拣货上,费时费力。
2019年万江积极推进以智能制造为抓手的车间智能化、数字化改造。本项目致力于为万江公司提高管理水平,提高仓储、物流作业效率,提高仓库存货量,大大降低贵阳万江物流作业错误率,缩短物流作业周期,降低物流作业成本,在未来市场竞争中长期保持优越的竞争力。
二、克服技术难点,落地成果丰硕
昆山同日解决了TRX生产物流管控系统的开发技术难题:一方面,TRX-WCS全面实现从数据采集、存储、处理、数据的展示和分析,到决策信息的一体化平台;以实时库为核心,可以构建小到几百点,大到百万点的监控系统;远程实时查看设备的运行状态,并且运行故障时,在监控站远程对堆垛机和输送机进行手动控制;另一方面,与ERP系统无缝接口,实现部门间信息共享,为科学决策提供数据支撑。利用工业互联网平台与二级节点对接,打通供应链上下游,实现协同制造,提供产品周期管理、智能供应链、智能仓储、高端装备预测性维度等服务。
针对贵阳万江的厂房特点和产品生产流程制定涵盖原材料仓储、输送分拣系统、产品仓储等全流程的智能化设备,实现跨厂房、跨区域的精准存储和配送。
其一,建设“集中仓储配送中心”,实现原材料、自制零部件、外协件、成品的集中管控;打通厂房之间的物料智能配送,即仓储中心、下料厂房、冲压厂房、装配厂房、机加厂房、压铸厂房之间的智能物料配送系统。
其二,实现厂房内区域之间的物料智能配送,实施主体目标:集配中心、装配厂房、冲压厂房和机加厂房(除刮臂生产区外)。其中机加厂房、下料厂房、冲压厂房设置物料接驳点以“机加厂房—刮臂和刮片生产区”为重点规划目标,实现物料直达设备级的精准配送。
其三,机器人环形库使整个车间物料的自动化转运、精确化存储、信息化对称,物料出入更加灵活、及时和精确。使整个工厂有条不紊地进行各项生产活动,促进车间生产的合理化和精细化控制。
其四,对无人KIVA(AGV)智能物流车进行改造,KIVA智能物流车与企业内部系统集成,实现刮片零件料架刮臂半成品料架与电泳线的机械手自动上料和自动卸料,以及两种料架与装配线线边自动对接,实现了供应链全流程信息流通、可视,大幅减少了信息盲区和线上物料积压。
其五,对离散的车间物流设备进行了软硬件的无缝结合,从生产任务的绑定、下达,到工序的开始、缓存、结束等各环节,系统都参与了精准的管控,实现自动搬运、输送、采集、上报等功能,实现产品全生命周期信息数据,实现质量全流程可追溯,全面提升企业竞争力。
其六,确保设备无重大故障运行,建立设备运行信息分析机制,监控设备运行健康状态,由“被动修”到“主动修”提升MRO水平;同时,使用经验证的成熟技术,确保系统稳定落地。
其七,建设支撑“智能生产物流管控系统”的信息化系统:仓储管理系统、质量追溯系统、数据采集与监控系统等,无缝对接贵阳万江的ERP-SAP和MES,并建立管控中心,实现数据的可视化,提供智能辅助决策支持,形成基于工厂级的智能生产物流管控系统。
三、数字化工厂建成,效益数据明显
目前,贵阳万江基于项目管理的集仓储、输送、生产、成品库于一体的物流装备数字化工厂已建成,各项技术参数均已达到技术协议约定目标,已完成验收交付。项目的建成将为企业的发展带来不可估量的经济效益和社会效益:
1.各智能设备协调作业,有条不紊的完成元器件入库、分拣搬运、出库、配送的整个流程,实现年生产能力达到电机由320万套提升到600万台、刮臂总成1400万件、后雨刮可从年产100万套提升到200万套,传动总成520万套,产值可由6.5亿元提升到15亿元,企业利润预计由6600多万元提升到1.5亿元左右的需求。
2.智能料塔、智能货柜、智能货架的密集化存储使得元器件库房的利用率提高15%以上。3.自动导引车配合自动输送线使得分拣效率提升50%。4.自动化物流配送设备实现了物料、仓库到产线的高度匹配,配送效率由原来人工操作的每天2次提升到每天10次以上。5.智能料塔实现15秒内自动吞吐一次,大大提升元器件盘料的分拣效率,同时通过WMS(仓储管理系统)与MES(生产制造系统)、ERP(企业资源管理系统)无缝衔接,实现物料的可追溯和订单信息的零差错。6.底层至顶层数据传输周期:≤2秒;现场设备控制和指令响应时间:≤2秒;7.尤其具有革命性的创新成果是:该系统与同日工业互联网二级节点云平台对接,将企业内各生产线大量非标准化的标识实现与主流标识体系的对接,开展供应链管理、产品追溯、厂内高端物流装备远程维控等应用建设,实现标识解析系统的产业化落地。填补智能物流高端装备运维健康管理工业互联网平台国内空白,实现厂内智慧物流系统设备全生命周期管理。
8.系统适应性强,运用业内领先的5G通讯、物联网等新技术相结合,提高信息化水平,为数字化工厂的建设奠定了基石。
四、整合优势资源,推进智能制造发展
该案例采用的综合物流管控系统TRX能够对离散制造业的车间物流设备进行软硬件的无缝结合:从生产任务的绑定、下达,到工序的开始、缓存、结束等各环节,系统都进行精准的管控,实现自动搬运、输送、采集、上报等功能;信息流方面,接口层实时、快速地传递系统间接口数据,执行层以自动采集和人工采集相结合的方式保证数据的完整性、及时性,完善了在制品库存信息,使生产数据实时可循;另外进行数据安全加密保存,提供历史生产数据反追踪功能;完善了产品生命周期PLM的管理。
尤其突出的是该案例依托网络通信、云计算、大数据等方面的优势资源和技术能力,通过连接同日工业互联网二级节点标识解析平台,与国家顶级节点对接,实现跨行业信息共享和数据沉淀,整合设备与设备间、设备与工厂间、各工厂之间以及供应链上下游企业间、企业与用户间的信息资源;推动企业互联网化进程,推动企业数字化改造建设,提升企业信息技术应用水平。
总体看来,该系统技术成熟、功能完备、信息化程度高,能有效地改善中国制造业面临的产品质量低、生产周期长、经营成本高、管理效率低等诸多问题,彻底改变企业低端制造的形象,极具技术前瞻性和行业推广价值。
- 推荐
- 新闻
- IT/互联网
- CIO
- CDO
- 战略
下一篇
推荐
 33045
33045 18546
18546 17393
17393 22632
22632 19549
19549 16820
16820
相关文章
下一篇




我要评论